स्टेनलेस स्टील कैबिनेट वेल्डिंग के लिए उपयुक्त Hwashi TIG वेल्डिंग रोबोट यूनिट

विवरण
HWASHI वेल्डिंग रोबोट कॉम्पैक्ट है, छोटे आकार के साथ, जो एक समर्पित आर्क वेल्डिंग रोबोट है। यह रोबोट अंतरराष्ट्रीय ब्रांडों वेल्डिंग शक्ति से लैस है, एक स्थिर वेल्डिंग प्राप्त कर सकते हैं,उच्च परिशुद्धता वेल्डिंग पथ तक पहुंच, वेल्डिंग चक्र को छोटा करता है, उच्च पुनरावृत्ति स्थिति सटीकता, तेजी से चल रहा है, वेल्डिंग प्रक्रिया स्थिरता, वेल्ड की उच्च स्थिरता, और उत्पाद प्रतिस्थापन चक्र को छोटा कर सकता है,संबंधित उपकरण निवेश. व्यापक रूप से मोटर वाहन और सहायक उपकरण, मोटरसाइकिल और सहायक उपकरण, इंजीनियरिंग मशीनरी और अन्य धातु वेल्डिंग क्षेत्र में उपयोग किया जाता है।
1. श्रमिकों की श्रम तीव्रता में सुधार, हानिकारक वातावरण में काम कर सकते हैं।
2उत्पादन तैयारी चक्र को छोटा करना, उद्यम निवेश को कम करना।
3कार्य टुकड़ों की वेल्डिंग गुणवत्ता को स्थिर करना और सुधारना।
4श्रमिकों के लिए संचालन कौशल की आवश्यकताओं में कमी।
5सरल संचालन, उपयोगकर्ताओं के लिए सुविधाजनक।
पी पैरामीटर
| मॉडल |
HS-R6-08 |
HS-R6-10 |
HS-R6-20 |
HS-R6-50 |
HS-R6-165 |
| डीओएफ |
6 |
| ड्राइविंग मोड |
एसी सर्वो ड्राइविंग |
| प्रभावी भार |
8 किलो |
10 किलो |
20 किलो |
50 किलो |
165 किलो |
| बार-बार सटीकता |
±0.05 मिमी |
| कार्य त्रिज्या |
1400 मिमी |
1589 मिमी |
1595 मिमी |
1950 मिमी |
2483 मिमी |
| वजन |
180 किलो |
180 किलो |
290 किलो |
600 किलो |
1300 किलो |
| गति रेंज |
J1 |
±170 |
±170 |
±170 |
±180 |
±180 |
| J2 |
±120~-85 |
±120~-80 |
±132~-95 |
±130~-90 |
±80~-60 |
| J3 |
±85~-165 |
±85~-165 |
±73~-163 |
±75~-210 |
±80~-190 |
| J4 |
±180 |
±180 |
±180 |
±360 |
±360 |
| J5 |
±135 |
±135 |
±133 |
±115 |
±115 |
| J6 |
±360 |
±360 |
±360 |
±360 |
±360 |
| अधिकतम गति ((°/s) |
J1 |
130 |
130 |
147 |
158 |
100 |
| J2 |
130 |
130 |
100 |
149 |
90 |
| J3 |
130 |
130 |
135 |
130 |
104 |
| J4 |
270 |
270 |
300 |
215 |
144 |
| J5 |
170 |
170 |
198 |
251 |
160 |
| J6 |
455 |
455 |
194 |
365 |
215 |
| शक्ति |
4 केवीए |
4 केवीए |
6 केवीए |
14 केवीए |
31 केवीए |
| वोल्टेज |
380V या 220V |
| आवृत्ति |
50 हर्ट्ज या 60 हर्ट्ज |
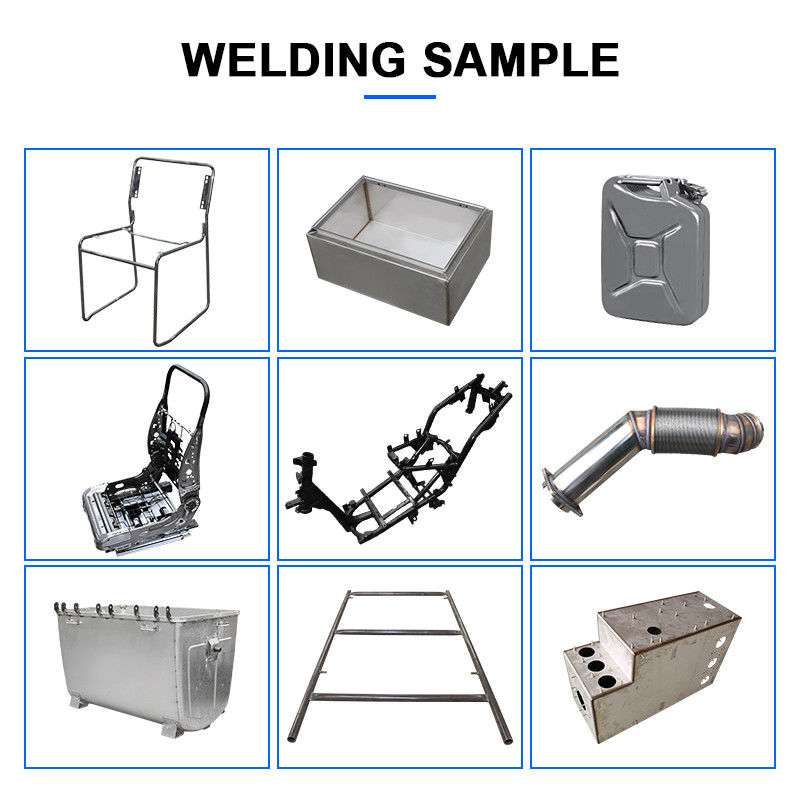
आवेदन और नमूने
1. छह-स्टेशन पोजिशनिंग लेआउट लंबे समय तक निरंतर वेल्डिंग का एहसास कर सकता है, वेल्डिंग दक्षता और वेल्डिंग गुणवत्ता में काफी सुधार हुआ है;
2. पोजिशनिंग मशीन एक बार में वर्कपीस क्लैंपिंग का एहसास करती है, और स्वचालित रूप से उत्पाद के चार कोनों के वैकल्पिक वेल्डिंग का एहसास करती है, विरूपण को प्रभावी ढंग से नियंत्रित किया जाता है।
3यह मशीन मैन्युअल लोडिंग सामग्री के साथ स्वचालित वेल्डिंग प्राप्त कर सकती है। यह वेल्डिंग गुणवत्ता और वेल्डिंग दक्षता में भी सुधार कर सकती है। इसके अलावा, यह उत्पादन लागत को कम कर सकती है।शुद्ध रूप से मैनुअल ऑपरेशन के कारण अस्थिर गुणवत्ता और कम उत्पादन दक्षता की समस्या हल हो गई है.
4. रोबोट मैन्युअल वेल्डिंग की जगह लेते हैं। वेल्डिंग उद्योग एक उच्च जोखिम वाला उद्योग है, उच्च तापमान, आर्क प्रकाश और वेल्डिंग धुएं श्रमिकों के शारीरिक और मानसिक स्वास्थ्य पर एक निश्चित प्रभाव डालते हैं;
5वेल्डिंग में वेल्डिंग रोबोटों की जगह रोबोटों का उपयोग करना एक अपरिहार्य प्रवृत्ति है, जो न केवल बाजार को बढ़ावा देता है, बल्कि तकनीकी उन्नयन की आवश्यकता भी है।
वेल्डिंग समाधान
1पूर्ण वेल्डिंग रोबोट प्रणाली में एचएस-आर6-08 1.4 मीटर की बांह लंबाई वाले रोबोट के 4 सेट, 350 ए एमआईजी वेल्डिंग मशीन के 4 सेट, स्वचालित विरोधी टक्कर वेल्डिंग बंदूक के 4 सेट शामिल हैं।एक धुरी क्षैतिज घूर्णन पोजीशनर का 1 सेट, वेल्डिंग बंदूक क्लीनर के 2 सेट, और वेल्डिंग फिटिंग के 6 सेट, आदि।
2वेल्डिंग गुणवत्ता की स्थिरता और स्थिरता की गारंटी देने के लिए, हम वेल्डिंग बंदूक क्लीनर डिवाइस से लैस करने का सुझाव देते हैं।
3स्वचालित वेल्डिंग छह अक्षीय रोबोट MIG वेल्डर द्वारा की जाती है।सिलेंडर या तेजी से clamps रोबोट के स्वचालित वेल्डिंग की स्थिति की आवश्यकताओं को सुनिश्चित करने के लीवर सिद्धांत के साथ उत्पाद की स्थिति को तय करने के लिए प्रयोग किया जाता हैउत्पादन की दक्षता की आवश्यकताओं के अनुसार, छह स्टेशनों के साथ 1 बड़े घूर्णी टेबल पोजिशनिंग मशीन को डिजाइन किया गया है,4 काम के टुकड़े के लोड करने के लिए जुड़नारवेल्डिंग के लिए 1 और अनलोडिंग के लिए 1 फिटिंग।
कार्य प्रक्रिया
1) स्टेशन 1 में स्थिर मेज पर काम करने वाले टुकड़े को मैन्युअल लोड करना;
2) वेल्डिंग शुरू करें;
3) रोबोट और वेल्डिंग मशीन पूर्व निर्धारित कार्यक्रम के अनुसार वर्कपीस पर वेल्डिंग करेंगे;
4) वेल्डिंग समाप्त;
5) जब स्टेशन 1 वेल्डेड हो रहा है, स्टेशन 2 लोड हो रहा है और वर्कपीस को सिंक्रोनस रूप से फिक्स किया जा रहा है। दो स्टेशन बारी-बारी से काम करते हैं।
6) चक्र कार्य
हमारी कंपनी

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!